De: Jerónimo Hernández,
Lector de Ambiente Plástico
Doctor Plástico:
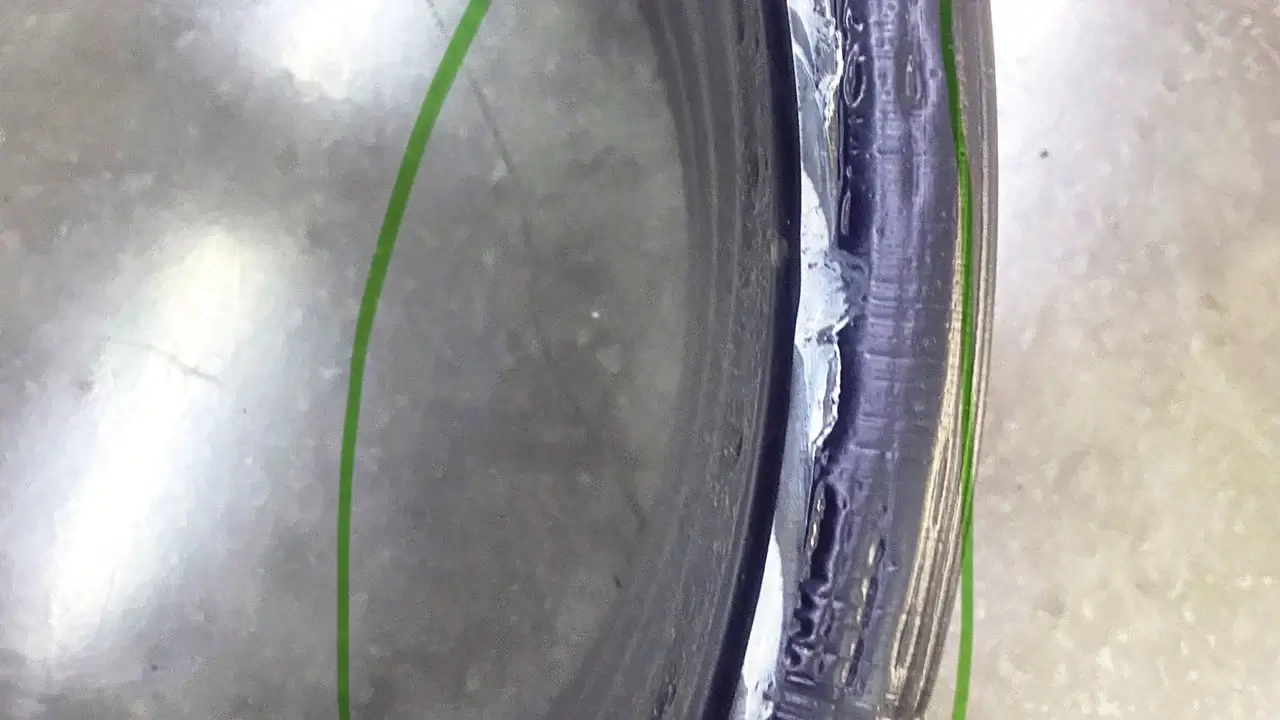
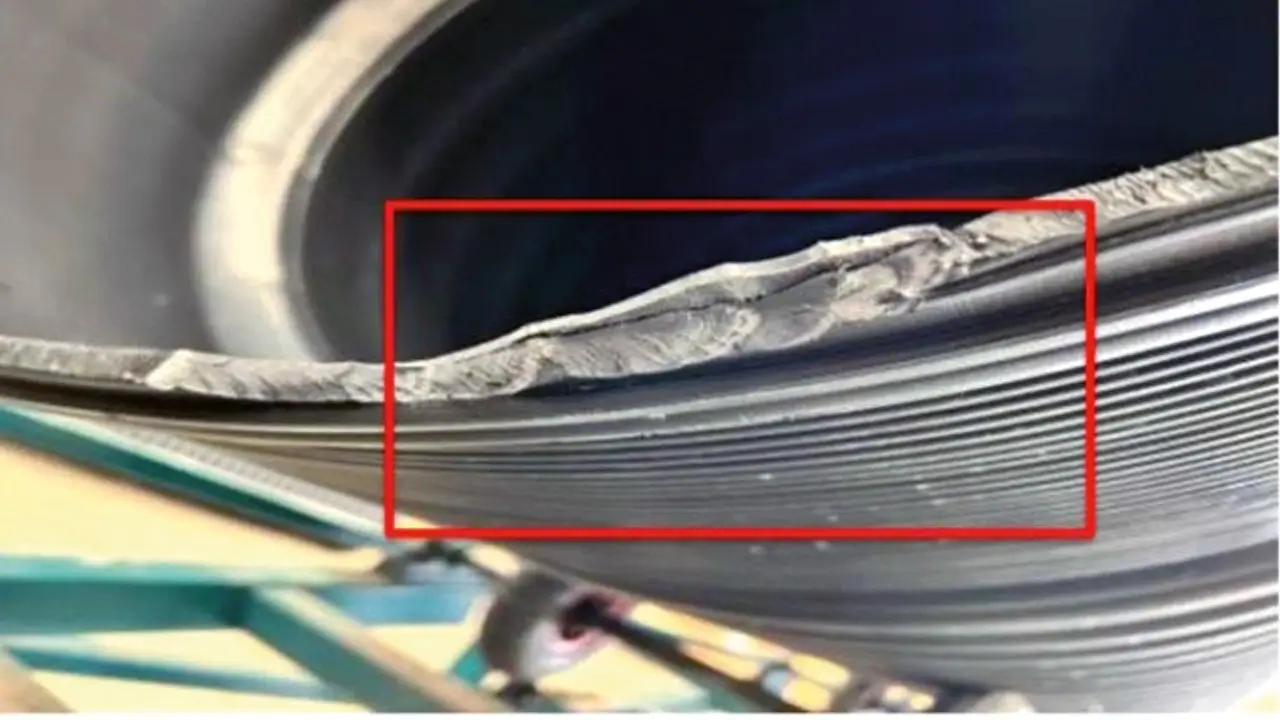
Nos encontramos ante un desafío técnico con un cliente que fabrica tubos corrugados coextruidos. Este cliente nos compra HDPE grado soplo, y ha reportado que el tubo presenta alta fragilidad, falta de adherencia entre la pared interna y externa, y un aspecto blanquizco al ser cortado.
Nos gustaría saber si la resina que le proporcionamos podría ser la causa de esos problemas y, de ser así, entender cuáles son las razones detrás de ello.
También lee: ¿Es seguro beber agua en botellas de plástico? La verdad sobre el bisfenol
Respuesta:
Estimado Jerónimo,
Considerando la situación, y sin descartar la posibilidad de contaminación del material con otros plásticos, es posible que todos los problemas mencionados se deriven de un solo punto crítico: la viscosidad inadecuada del material durante el proceso de formación del tubo. Porque: o tiene muy alto peso molecular o está ‘frío’ al procesar.
Pero desglosemos un poco:
- Si el material tiene un muy alto peso molecular, esto afecta de modo directo su comportamiento durante el proceso. Es probable que el grado de HDPE que se esté utilizando tenga una fluidez menor a la típica para aplicaciones de tubería, que suele estar entre 1 y 3. Este alto peso molecular exige un perfil de temperatura más elevado para que el material pueda fluidificarse y procesarse correctamente. De lo contrario, las moléculas no tienen suficiente energía térmica para relajarse, lo que deja al producto final con tensiones internas que resultan en una mayor fragilidad.
- En relación con lo anterior, si el material no se calienta de forma adecuada, no alcanza la viscosidad necesaria para asegurar una correcta adherencia entre las capas del tubo. La insuficiencia térmica no solo afecta la unión entre capas, sino que también es responsable del aspecto blanquizco observado, ya que las tensiones internas y la mala adherencia interfieren con la homogeneidad del producto.
Recomendación: Sugiero, para resolver el problema, ajustar la temperatura de procesamiento para asegurar que el material alcance la fluidez adecuada. Quizá podría ser necesario considerar el uso de un grado de HDPE con un peso molecular y fluidez más adecuados para esta aplicación específica. Es importante realizar estos ajustes con sumo cuidado, incrementando la temperatura nada más en la capa correspondiente al HDPE de grado soplo, sin afectar el equipo completo.
Este enfoque debería ayudar a mitigar los problemas de fragilidad, adherencia y apariencia en el tubo corrugado, asegurando un producto final de mayor calidad.